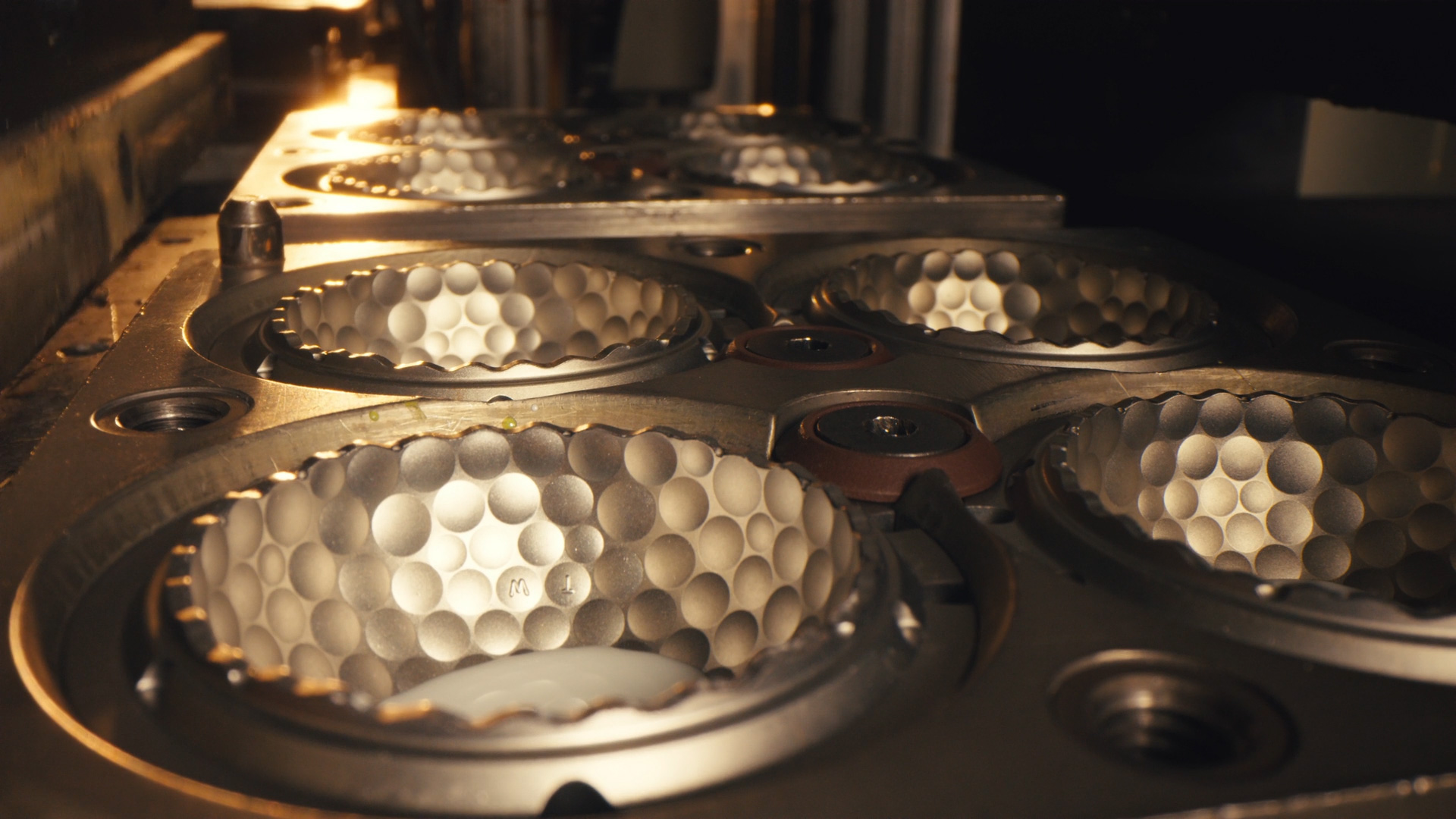
The thermoset urethane cover formulation on both Pro V1 and Pro V1x is created by a chemical reaction that takes place within the mold cavities. Liquid materials specifically formulated by Titleist R&D are combined and react to form the solid cover. This urethane is termed “thermoset,” meaning that the cover, once formed, will not re-melt. Thermoset urethane is very difficult to work with, but it gives us complete control of the chemical composition.
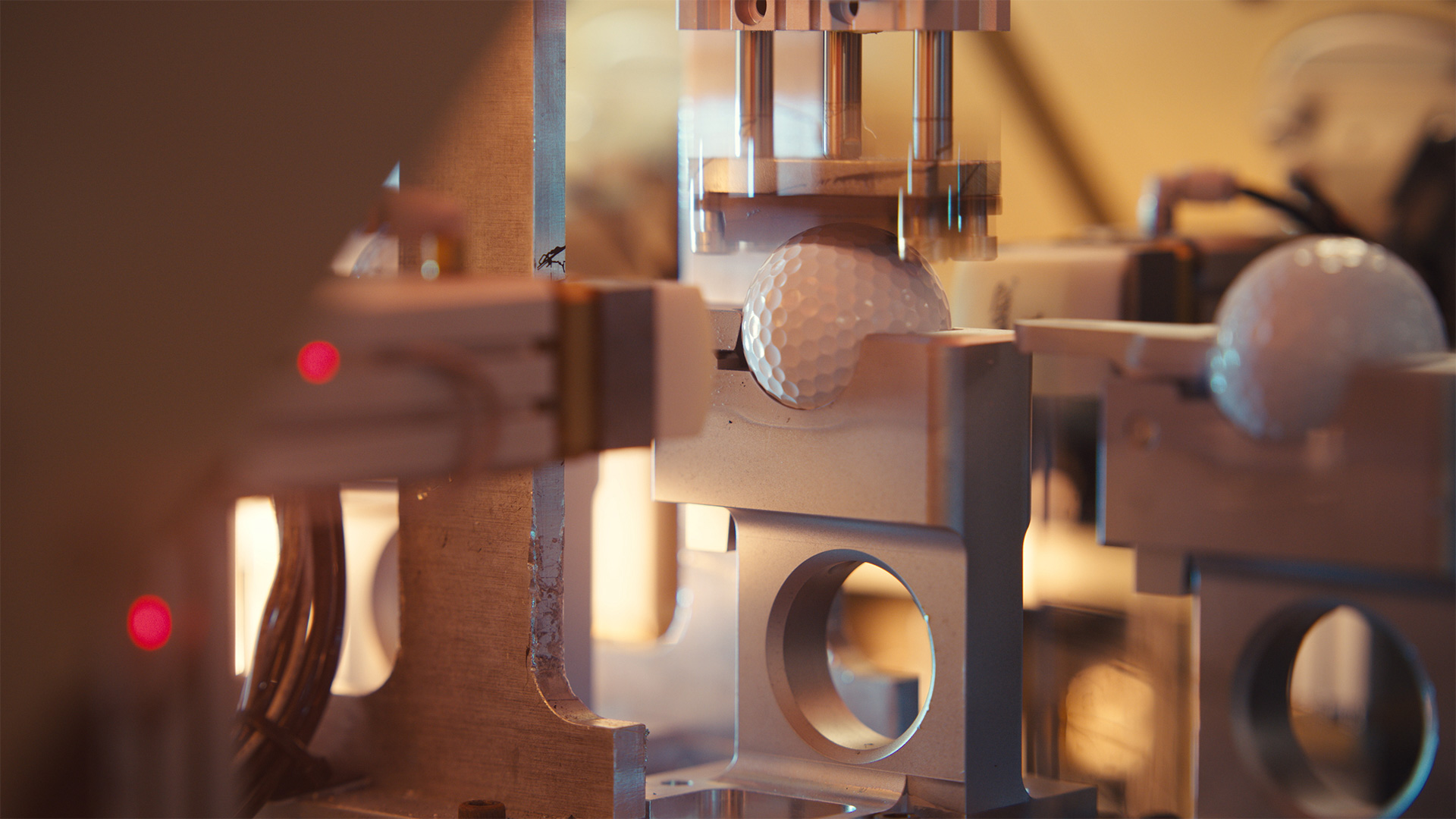
The quality we achieve using this method results in the highest-performing urethane cover in the game, ultimately providing the consistency, high spin and responsive soft feel that you need in order to control your shots into and around the green.